アルミの溶接について
アルミの溶接には大きく別けて次の3つのタイプがあります。
(1)ティグ溶接
(2)ミィグ溶接
(3)スポット溶接
(1)ティグ溶接
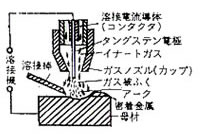 ティグ(TIG)溶接は、Tungsten Inert Gas Arc溶接の頭文字をとったもので、不活性ガスとしてアルゴンガスを使用します。
ティグ(TIG)溶接は、Tungsten Inert Gas Arc溶接の頭文字をとったもので、不活性ガスとしてアルゴンガスを使用します。
図のようにタングステン電極と母材(アルミ部材)との間にアークを発生させ、そのアーク熱により母材および溶接棒(アルミ)を溶融して接合する方法です。
(2)ミグ溶接
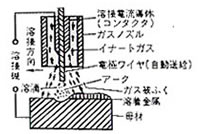 ミグ(MIG)溶接は、Metal Inert Gas Arc溶接の頭文字をとったもので、ティグ溶接と同様にアルゴンガスを使用します。
ミグ(MIG)溶接は、Metal Inert Gas Arc溶接の頭文字をとったもので、ティグ溶接と同様にアルゴンガスを使用します。
図のようにティグ溶接と異なり、電極となるワイヤ(アルミ)を連続的(自動送給)に溶接部に送り、その先端と母材との間にアークを発生させ、そのアーク熱により母材(アルミ)とワイヤーを溶融して接合する方法です。

ティグ溶接とミグ溶接の長所・短所
【長所】
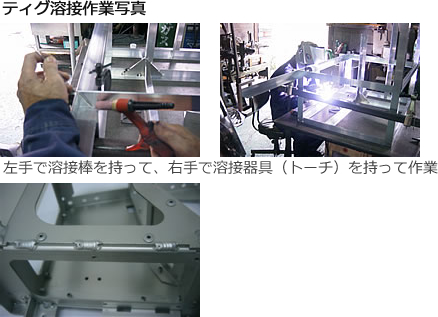
- ティグ溶接は写真のように溶接部分がきれいにビート状に仕上げられ、溶接(溶込み)不足の心配がない。
- ミグ溶接は瞬間に母材とワイヤを接合することができる為、作業時間が短くてすみ、仮とめや隅部(コーナー)の溶接に適している。
【短所】
- ティグ溶接は、2種類の母材及び溶接棒を同時に溶かさなければならず、作業が難しい。
- ミグ溶接は溶接部分があまりきれいではなく(外観不良)、スパッターが飛び散る[≒火花(アルミの半分のようなもの)がまわりに飛び散る]。
また、溶け込み不足も生じやすい。
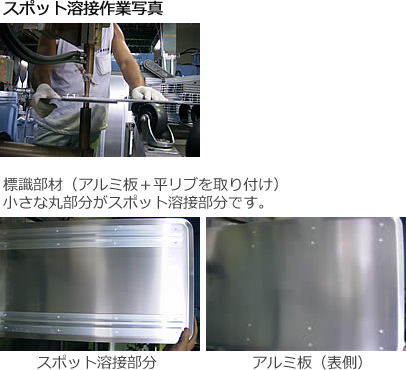
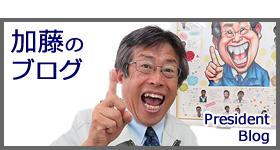
(3)スポット溶接
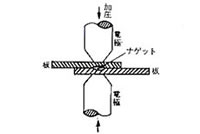 図のように2本の電極にはさまれた板の中央部が通電による抵抗熱で溶融され、ナゲットを形成して接合される方法です。
図のように2本の電極にはさまれた板の中央部が通電による抵抗熱で溶融され、ナゲットを形成して接合される方法です。